


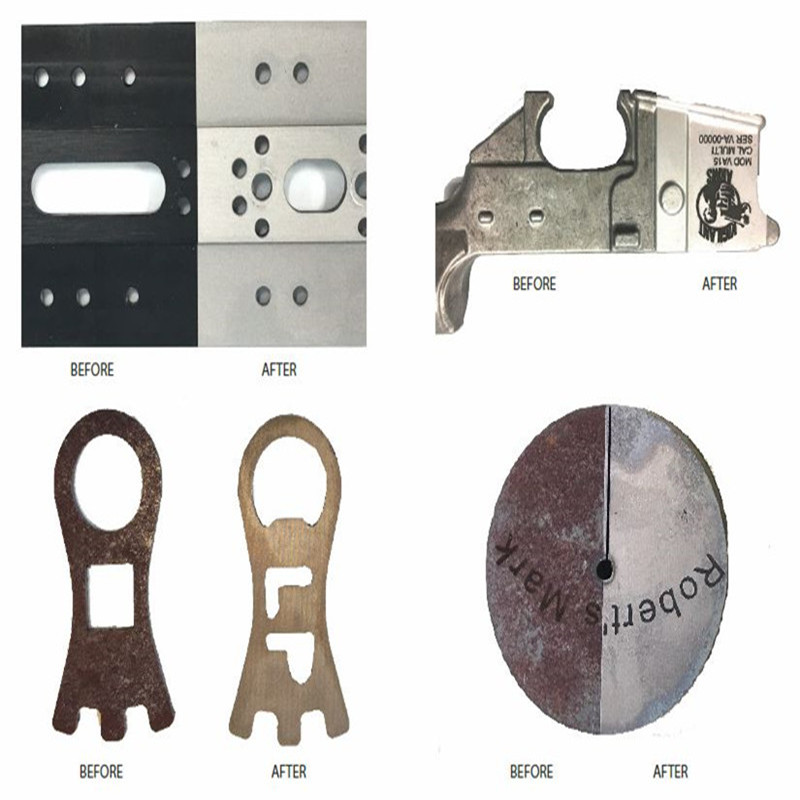



Tradicionalno industrijsko čiščenje ima različne metode čiščenja, večinoma s kemičnimi sredstvi in mehanskimi metodami. Vendar pa ima čiščenje z vlaknenim laserjem značilnosti nebrusenja, brezkontaktnega in netermičnega učinka ter je primerno za različne materiale. Velja za trenutno zanesljivo in učinkovito rešitev.
Poseben visokozmogljiv impulzni laser za lasersko čiščenje ima visoko povprečno moč (200–2000 W), visoko energijo posameznega impulza, kvadratni ali okrogli homogenizirani točkovni izhod, priročno uporabo in vzdrževanje itd. Uporablja se pri obdelavi površin kalupov, avtomobilski industriji, ladjedelništvu, petrokemični industriji itd., idealna izbira za industrijske aplikacije, kot je proizvodnja pnevmatik. Laserji lahko zagotovijo hitro čiščenje in pripravo površin v praktično vseh panogah. Postopek, ki ne zahteva veliko vzdrževanja in je enostavno avtomatiziran, se lahko uporablja za odstranjevanje olja in masti, odstranjevanje barve ali premazov ali spreminjanje teksture površine, na primer dodajanje hrapavosti za povečanje oprijema.
Carmanhaas ponuja profesionalni sistem laserskega čiščenja. Pogosto uporabljene optične rešitve: laserski žarek skenira delovno površino skozi galvanometer.
sistem in skenirna leča za čiščenje celotne delovne površine. Posebni energijski laserski viri se pogosto uporabljajo pri čiščenju kovinskih površin, lahko pa se uporabljajo tudi za čiščenje nekovinskih površin.
Optične komponente vključujejo predvsem kolimacijski modul ali razširjevalnik žarka, galvanometrski sistem in skenirno lečo F-THETA. Kolimacijski modul pretvori divergentni laserski žarek v vzporedni žarek (s čimer se zmanjša kot divergence), galvanometrski sistem izvaja odklon in skeniranje žarka, skenirna leča F-Theta pa doseže enakomerno ostrenje skeniranja žarka.
1. Visoka energija posameznega impulza, visoka konična moč;
2. Kakovost dolgega snopa, visoka svetlost in homogenizirana izhodna točka;
3. Visoka stabilna proizvodnja, boljša konsistenca;
4. Nižja širina impulza, kar zmanjša učinek akumulacije toplote med čiščenjem;
5. Ne uporabljajo se abrazivni materiali, zato ni težav z ločevanjem in odstranjevanjem onesnaževalcev;
6. Ne uporabljajo se topila - postopek brez kemikalij in okolju prijazen;
7. Prostorsko selektivno – čiščenje le potrebnega območja, prihranek časa in stroškov z ignoriranjem nepomembnih območij;
8. Brezkontaktni postopek se nikoli ne poslabša v kakovosti;
9. Preprosto avtomatiziran postopek, ki lahko zniža obratovalne stroške z odpravo dela, hkrati pa zagotavlja večjo doslednost rezultatov.
| Opis dela | Goriščna razdalja (mm) | Polje skeniranja (mm) | Delovna razdalja (mm) | Galvo odprtina (mm) | Moč |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000 W neprekinjenega delovanja |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180 x 180 | 417 | 20 | 2000 W neprekinjenega delovanja |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180 x 180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250 x 250 | 607 | 20 |
Opomba: *WC pomeni skenirno lečo s sistemom vodnega hlajenja
Lasersko čiščenje ponuja številne prednosti pred tradicionalnimi pristopi. Ne uporablja topil in ni abrazivnega materiala, s katerim bi bilo treba ravnati in ga odlagati. V primerjavi z drugimi manj podrobnimi in pogosto ročnimi postopki je lasersko čiščenje nadzorovano in se lahko uporablja le na določenih področjih.
