







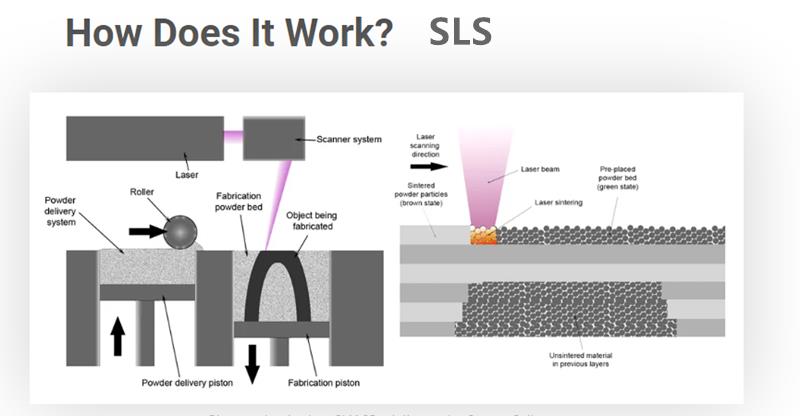
SLS tiskanje uporablja tehnologijo selektivnega CO₂ laserskega sintranja, ki sintra plastične prahove (keramične ali kovinske prahove z vezivom) v trdne prečne prereze plast za plastjo, dokler ni izdelana tridimenzionalna oblika. Pred izdelavo delov je treba delovno komoro napolniti z dušikom in dvigniti temperaturo komore. Ko je temperatura dosežena, računalniško voden CO₂ laser selektivno tali praškaste materiale tako, da na površino praškaste plasti riše prečne prereze, nato pa se za novo plast nanese nov sloj materiala. Delovna ploščad praškaste plasti se spusti za eno plast, nato pa valj nanese novo plast prahu, laser pa selektivno sintari prečne prereze delov. Postopek ponavljajte, dokler deli niso dokončani.
CARMANHAAS lahko strankam ponudi dinamični optični skenirni sistem z visoko hitrostjo • visoko natančnostjo • visoko kakovostjo delovanja.
Dinamični optični sistem skeniranja: pomeni optični sistem s sprednjim ostrenjem, ki doseže povečavo z enim samim premikom leče, ki je sestavljen iz premikajoče se majhne leče in dveh fokusnih leč. Sprednja majhna leča razširi žarek, zadnja fokusna leča pa žarek fokusira. Uporaba optičnega sistema s sprednjim ostrenjem je trenutno najboljša rešitev za hitro skeniranje velikega formata, saj se lahko goriščna razdalja podaljša in s tem poveča območje skeniranja. Na splošno se uporablja pri obdelavi velikega formata ali pri aplikacijah s spreminjanjem delovne razdalje, kot so rezanje velikega formata, označevanje, varjenje, 3D-tiskanje itd.
(1) Izjemno nizek temperaturni premik (dolgoročni odmik odmika več kot 8 ur ≤ 30 μrad);
(2) Izjemno visoka ponovljivost (≤ 3 μrad);
(3) Kompakten in zanesljiv;
3D-skenirne glave podjetja CARMANHAAS ponujajo idealne rešitve za vrhunske industrijske laserske aplikacije. Tipične aplikacije vključujejo rezanje, natančno varjenje, aditivno proizvodnjo (3D-tiskanje), označevanje velikih dimenzij, lasersko čiščenje in globoko graviranje itd.
CARMANHAAS se zavezuje, da bo ponujal izdelke z najboljšim razmerjem med ceno in zmogljivostjo ter razvijal najboljše konfiguracije glede na potrebe strank.
DFS30-10,6-WA, Valovna dolžina: 10,6 μm
| Skeniranje vloženo (mm x mm) | 500 x 500 | 700 x 700 | 1000 x 1000 |
| Povprečna velikost pege1/e² (µm) | 460 | 710 | 1100 |
| Delovna razdalja (mm) | 661 | 916 | 1400 |
| Odprtina (mm) | 12 | 12 | 12 |
Opomba:
(1) Delovna razdalja: razdalja od spodnjega konca izhodne strani žarka iz skenirne glave do površine obdelovanca.
(2) M² = 1
Zaščitna leča
| Premer (mm) | Debelina (mm) | Premaz |
| 80 | 3 | AR/AR@10.6um |
| 90 | 3 | AR/AR@10.6um |
| 110 | 3 | AR/AR@10.6um |
| 90*60 | 3 | AR/AR@10.6um |
| 90*70 | 3 | AR/AR@10.6um |
